

Кайбер махсус структуралар яки үзенчәлекләр бар, аларны уйлап чыгару авырметалл прототипөлешләре:
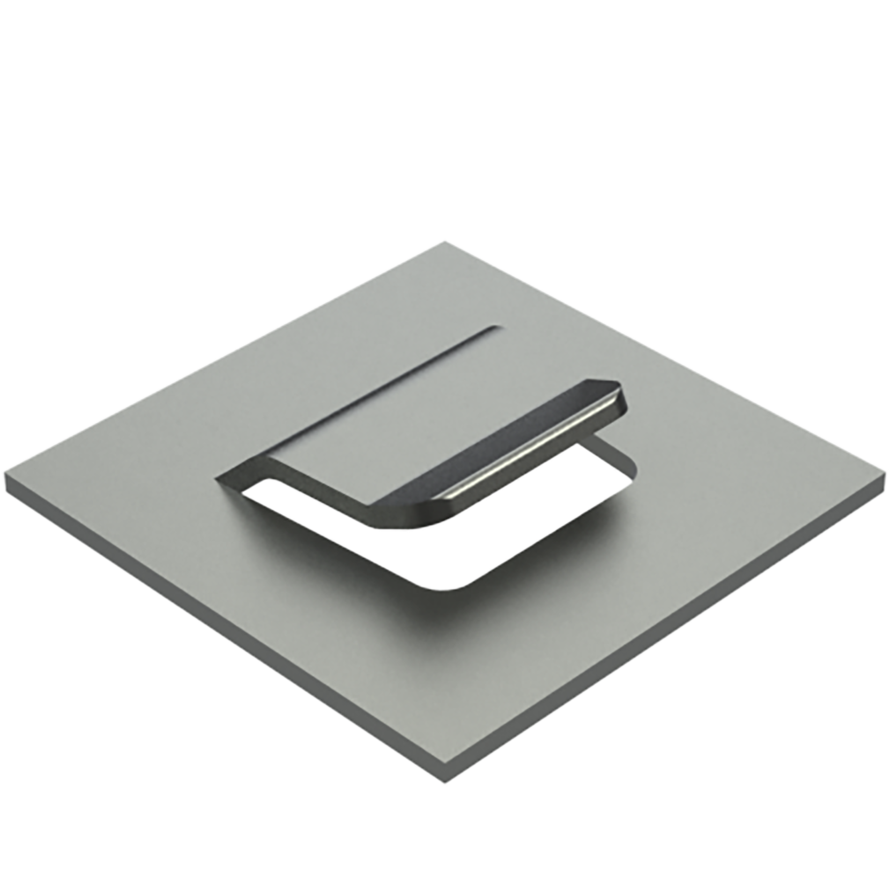
1.Ланс (刺破)
In металл эшкәртү, найза - металлда кечкенә, тар кисүләр яки ярыклар тудыручы функция. Бу кисү металлның киселгән сызыклар буенча бөкләнү яки катылу өчен җентекләп эшләнгән. Найза еш кына металл өлешләрдә катлаулы формаларны һәм структураларны бөкләү һәм формалаштыру өчен кулланыла.
Менә кайбер төп детальләр һәм куллану турында уйлануларметалл конструкциядә найза:
Максат:Найза металл табакларда алдан билгеләнгән бөкләү сызыкларын формалаштыру өчен кулланыла, шуның белән төгәл һәм контрольдә тотылган бөкләү операцияләренә ирешә. Алар өчен аеруча файдалыкискен бөкләнү яки катлаулы геометрия таләп итә торган канатлар, фланглар һәм башка үзенчәлекләр формалаштыру.
Дизайн уйланулары:Лансны металл өлешнең дизайнына керткәндә, материаль калынлыкны, найза почмагын һәм озынлыгын, өлешнең гомуми структур бөтенлеген исәпкә алырга кирәк. Дөрес эшләнгән найза бозуны киметергә һәм төгәл бөкләнүне тәэмин итә.
Бөкләү процессы:Найза гадәттә бөкләү машинасы яки башка формалаштыру җайланмалары белән берлектә металл тәлинкәне кисү сызыгы буйлап бөкләү өчен кулланыла. Найза эзлекле һәм кабатлана торган формалаштыру операцияләре өчен ачык иелү ноктасын бирә.
Материаль деформация:.Әр сүзнеңиелүпроцесс, материаль деформация яки найза кисү янында ярылу мөмкинлегенә игътибарлы булырга кирәк. Дөрес кораллау һәм бөкләү техникасы бу проблемаларны киметү өчен бик мөһим.
Заявка: Найза гадәттә җитештерү өчен кулланылаторак, кашыклар,шасси компонентларыһәм төгәл һәм катлаулы геометрия таләп итә торган металл кисәкләр.
2.Күпер (线桥)
In металл өлешләр, күперләрматериалларның өлешләре күтәрелә, еш кына кабельләр яки чыбыклар аша юллар ясау өчен кулланыла. Бу үзенчәлек гадәттә очрыйэлектрон корпуслар, контроль панельләр һәм металл чыбык аша чыбык таләп итә торган башка җайланмалар.
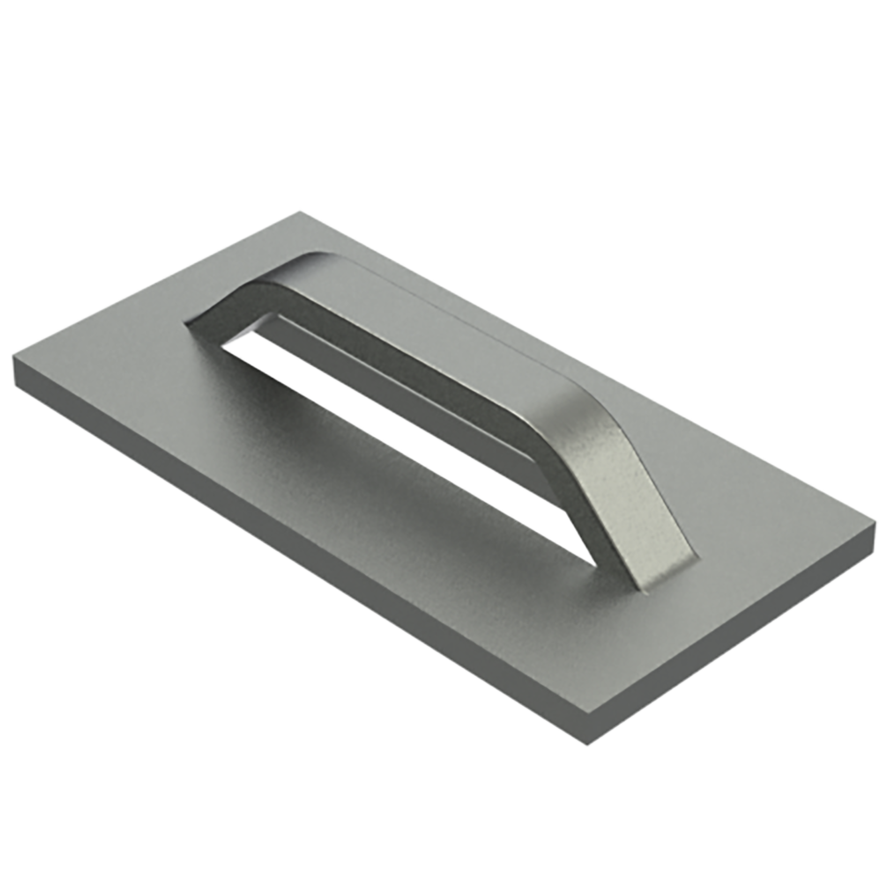
Күпер кабельләр өчен оешкан һәм сакланган юл белән тәэмин итү өчен эшләнгән, аларны кысу, бозу яки бәйләүдән саклый. Бу шулай ук гомуми җыелышка чиста һәм профессиональ күренеш сакларга ярдәм итә.
Металл өлешләрендә кабель күперләрен эшләгәндә берничә факторны исәпкә алырга кирәк:
Размеры һәм формасы:Күпер кабельләрнең зурлыгын һәм санын урнаштыру өчен эшләнергә тиеш. Күпчелекне булдырмас өчен, кабель урнаштыру һәм хезмәт күрсәтүне җиңеләйтү өчен җитәрлек чистарту һәм урын булырга тиеш.
Тигез кырлар:Кабель подносының кырлары үткен яисә тупас булмаса шома булырга тиешүткәндә кабельнең зарарлануы өчен өслекләр.
Монтажлау һәм ярдәм:Күпер металл металлга куркынычсыз урнаштырылырга һәм кабельләргә тиешле ярдәм күрсәтергә тиеш. Бу күпернең тотрыклылыгын тәэмин итү өчен өстәмә кашыклар яки терәкләр булырга мөмкин.
EMI / RFI калканы:Кайбер очракларда күпер электромагнит интерфейсын (EMI) яки радио ешлык интерфейсын (RFI) тәэмин итәргә тиеш булырга мөмкин, кабельне тышкы комачаулыктан саклау өчен.
Мөмкинлек:Күпернең бизәлеше кабельләргә техник карау яки алыштыру өчен җиңел керергә мөмкинлек бирергә тиеш, бөтен металл җыюны сүтмичә.
Бу факторларны җентекләп карап, металл детальләрдәге кабель күперләр кабельләр өчен ышанычлы һәм оешкан юл булдыру өчен эффектив эшләнергә мөмкин, шуның белән монтажның гомуми функциясен һәм ныклыгын яхшыртырга булышалар.
3.Урлауһәм тасмалар(凸包和加强筋)
Чигү металл табак өслегендә күтәрелгән дизайн яки үрнәк булдыруны үз эченә ала. Тирә-як өлкәләрнең деформациясенә китермичә, эзлекле һәм хәтта бизәүгә ирешү авыр булырга мөмкин.

Котыру һәм кабыргалар - металл формалашуның ике мөһим үзенчәлеге, алар соңгы өлешнең структур бөтенлеген, эстетикасын һәм функциональлеген арттыру өчен кулланыла.. Менә аларның һәрберсенә кыскача күзәтү:
(凸包):
Чигү металл өслегендә күтәрелгән дизайн яки үрнәк булдыруны үз эченә ала. Бу декоратив максатларда, логотипларны яки текстны күрсәтү өчен, яисә өлешенә текстура өстәү өчен эшләнергә мөмкин.
Эстетикага өстәп, бизәү металл өлешнең аерым өлкәләрен ныгыту өчен кулланыла ала, өстәмә көч һәм катгыйлык тәэмин итә.
Чигү процессы, гадәттә, махсус корал куллануны үз эченә ала һәм кирәкле үрнәкне яисә дизайнны металлга бастыру өчен үлә.
Тасмалар(加强筋):
Кабыргалар гадәттә яссы яки кәкре металл панельләрне ныгыту өчен кулланыла, аларны йөк астында ябышудан яки деформациядән саклый.
Дизайнга кабыргасын стратегик урнаштырып, структур бөтенлекне саклап калганда өлешнең гомуми авырлыгы кимергә мөмкин.
Кабыргаларның кушылуы шулай ук өлешнең бөкләнүгә, борылуга һәм башка механик стресска каршы торышын яхшырта ала.
Кабыргалар да, кабыргалар да металл формалаштыруда мөһим техника, җитештерүчеләргә визуаль яктан гына түгел, структур яктан нык һәм функциональ өлешләр ясарга мөмкинлек бирә. Бу үзенчәлекләр еш кына продуктларның киң ассортиментына кертелә, шул исәптән автомобиль компонентлары, электрон корпуслар, прибор панельләре һәм төрле куллану товарлары.
4.Луверс (百叶风口)
Луверс - вентиляция системасының бер төре, гадәттә металл эшкәртүдә кулланыла.Алар су, пычрак яки башка калдыклар кермәсен өчен һава үтеп китү өчен эшләнгән. Луверлар, гадәттә, металлдагы тишекләр яки тишекләр кисәген кисеп яки сугып, аннары металлны бөгеп, почмаклы канатлар яки плиталар ясыйлар.

Луверлар HVAC системалары, сәнәгать җиһазлары, автомобиль компонентлары, архитектура үзенчәлекләрен кертеп, төрле кушымталарда кулланылырга мөмкин. Алар еш кына биналарда, техникада, машиналарда һава агымын һәм вентиляцияне яхшырту өчен, шулай ук эстетик зәвык өчен кулланыла.
Металл металл эшкәртүдә гашыйклар гадәттә пунч пресслары, лазер кисүче машиналар яки CNC роутерлар кебек махсус кораллар ярдәмендә ясала. Гашыйкларның дизайны һәм урнашуы оптималь һава агымын һәм функциональлеген тәэмин итү өчен җентекләп исәпләнә.
Луверлар куллануның конкрет таләпләренә карап, алюминий, корыч, дат басмаган корыч, бакыр кебек төрле материаллардан ясалырга мөмкин. Алар шулай ук коррозиядән өстәмә саклау һәм әйләнә-тирә мохит эстетикасына туры килү өчен капланган яки буялган булырга мөмкин.
Гомумән алганда, гашыйклар металл эшкәртүдә мөһим компонент булып, төрле кушымталарда функциональ һәм эстетик өстенлекләр бирә.
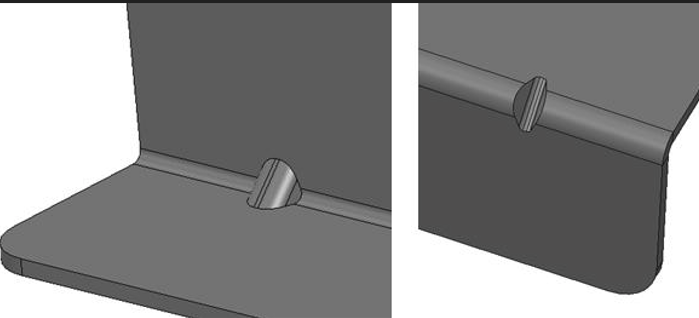
5.КочакларNotәр сүзнең(凸耳,切槽)
Корычлар һәм кисәкләр - монтажлау яки үзара бәйләнеш өчен кулланылган металл тәлинкәләрдә кечкенә чыгу яки кисү. Төгәл һәм куркынычсыз рәвештә туры килгән таблицалар һәм кисәкләр ясау авыр булырга мөмкин, өлешнең тигезсезлеген яки зәгыйфь нокталарын китермичә.
Металл эшкәртүдә, соңгы продуктның дизайнында һәм функциональлегендә төрле максатларга хезмәт итүче гадәттә кулланыла торган үзенчәлекләр кулланыла.
Кочаклар:
Корычлар - металл кисәкчәсендә кечкенә проекцияләр яки киңәйтүләр, гадәттә бүтән компонентларны бәйләү яки тәэмин итү өчен кулланыла. Алар еш монтаж максатларында кулланыла, мәсәлән, кашыклар, бәйләүчеләр яки металл металлга бүтән өлешләр бәйләү. Корычлар сугу, бораулау яки лазер кисү кебек процесслар ярдәмендә ясалырга мөмкин, һәм алар куркынычсыз бәйләнеш ноктасын тәэмин итү өчен еш кына иелгән яки кирәкле формага формалашалар. Соңгы җыюның структур бөтенлеген һәм тотрыклылыгын тәэмин итү өчен корычлар бик мөһим.
Искәрмәләр:
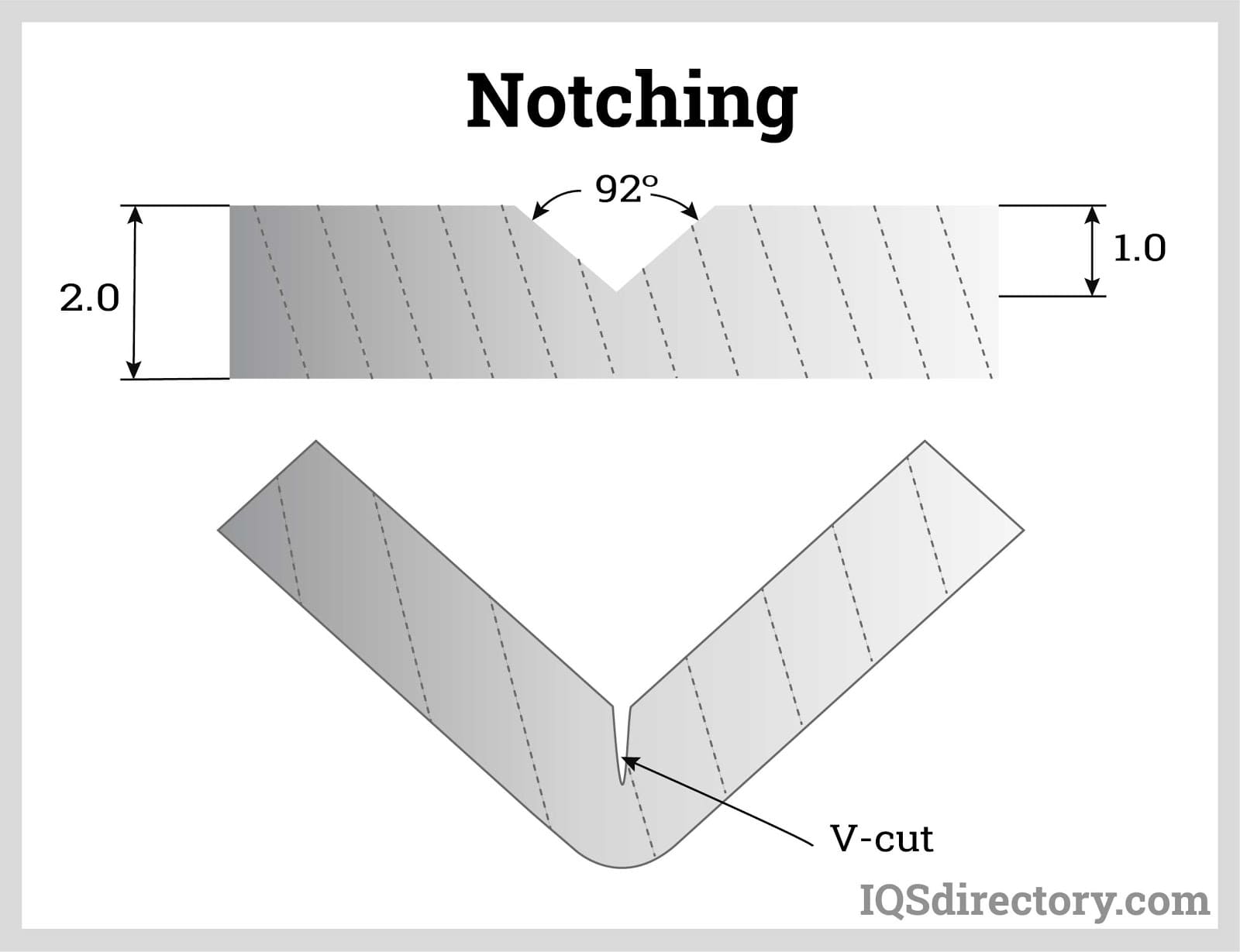
Нечкәләр - төрле компонентларны урнаштыру, бәйләүчеләргә чистарту тәэмин итү, яисә металлның бөкләнү яки формалашу рөхсәте кебек төрле максатларга хезмәт итүче металл металлдагы индуктивлык яки кисүләр. Нечкәләр лазер кисү, кыру яки сугу кебек процесслар ярдәмендә ясалырга мөмкин, һәм алар еш кына дөрес үлчәм һәм функциональлекне тәэмин итү өчен төгәл үлчәмнәр өчен эшләнгән. Металл җыюга урнашу, бүтән компонентлар белән тигезләнү, яисә металлның структур бөтенлегенә зыян китермичә, бөкләнү һәм формалаштыру өчен җиңел.
Корычлар да, чыбыклар да металл эшкәртүдә критик элементлар, һәм алар соңгы продуктның конкрет таләпләренә туры килүен тәэмин итү өчен проектлау һәм җитештерү процессында җентекләп уйлануны таләп итәләр. Бу үзенчәлекләр металл компонентларның һәм җыюларның гомуми функциональлегендә, җыюында, эшләвендә мөһим роль уйныйлар.
Бу барлык махсус үзенчәлекләр металл эшкәртүдә, аеруча металл прототиплау процессында, коралланмыйча катлаулы. Алар төгәл һәм нәтиҗәле башкарылсын өчен, металл прототип ясауда җентекләп карау һәм тәҗрибә таләп итәләр. HY металллары бу катлаулы структураларда һәм үзенчәлекләрдә профессиональ. Мондый үзенчәлекләр белән бик күп камил өлешләр ясадык.
Пост вакыты: 22-2024 март